| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 齿轮刀具类型:齿轮滚刀 | 材质:陶瓷 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号6321 | 适用机床:车床 |
| 是否进口:是 | 是否涂层:涂层 | 规格:规格1343 |
| 加工范围:加工范围1970 | 是否库存:库存 | 是否批发:批发 |
机用与手用丝锥:
是切制普通螺纹的标准丝锥。中国习惯上把制造精度较高的高速钢磨牙丝锥称为机用丝锥,把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥,实际上两者的结构和工作原理基本相同。通常,丝锥由工作部分和柄部构成。工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作,后者用以校准螺纹的尺寸和形状。

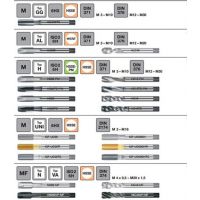
丝锥分类
1,按驱动不同分:手用丝锥和机用丝锥
2.按加工方式分:切削丝锥和挤压丝锥
3.按被加工螺纹分:公制粗牙丝锥,公制细牙丝锥,管螺纹丝锥等(各种螺纹型号)切削丝锥又分:螺旋曹丝锥,螺尖丝锥,直槽丝锥,内容屑丝锥。
挤压丝锥优点:
挤压丝锥被放置在预先钻好的孔中,孔的直径只与螺纹挤压所需要的尺寸有关。挤压丝锥在进入孔时会置换材料,这些材料流入挤压丝锥的槽型中,以形成螺纹。挤压因此不是一种切削过程,并且因为这个原因,避免了切屑的生成。 与常规丝锥相比所具有的优点: 挤压丝锥可以******的刀具寿命。
可以***加工出足尺寸的螺纹。
无须去除并处置切屑。
挤压丝锥非常坚韧的结构意味着断裂的风险很小。
对于很宽范围的材料,并且对盲孔和通孔加工,仅需一种类型的刀具 。