| 品牌:Mitsubishi/三菱 | 型号:thisis型号 | 材质:陶瓷 |
| 适用机械:裁断机刀片 | 刀片种类:包装工业刀片 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号6284 | 是否进口:是 |
| 是否涂层:涂层 | 加工范围:加工范围5216 | 是否库存:库存 |
| 是否批发:批发 | 规格:规格2941 |
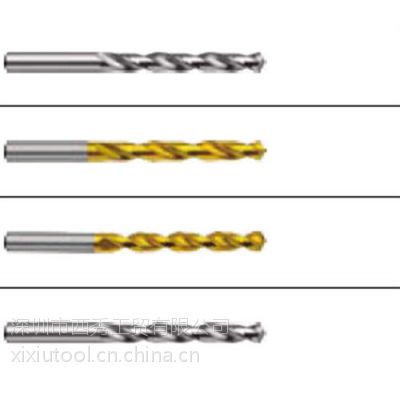
意大利CARMON公司是专业的孔加工刀具制造商,具有丰富的制造金属孔加工刀具的经验。拥有自己***的生产工艺及生产部门,还拥有核心技术的研发中心。供应各类高速钢及含钴高速钢材质钻头,特别适用于加工不锈钢材质,质量***,价格实惠。在欧洲享有较高的知名度,是您不错的选择!
如何选择钻头:
钻头的角度取决与加工的材料,铝件一般为118,因为加工铝件时要求进给快,在加工时头部角度小,下去的切削零件的力就会向左右两侧扩散容易下切.而加工铸件时角度一般140-145这样由于硬度高的原因进给缓慢,切削力主要集中在刀刃前方,要是钻头太尖的就会磨损的快,而角度大刃面相对角度小的刃面由于刃短自然力也就要小.当然有时加工工艺可能也会有特殊的要求. 麻花钻的顶角大小有几个方面的作用,并不是越大越好,也不是越小越好,主要看加工条件。标准麻花钻的顶角为118,一方面是因这个角度切削是能兼顾定心和刀尖强度的要求,同时刀刃呈直线,便于检验和刃磨。如果加工材料比较硬,应当采用更大的顶角。 钻头切削主切削刃上受力分解成,轴向力和径向力,锋角较小:轴向抗力下降,扭矩增大,切削刃长增长,切削厚度变浅,切削厚度变薄,稳定性增强;锋角较大时:轴向抗力增大,扭矩减小,切削刃长减小,切削厚度变深,切削厚度变厚,稳定性变弱;所以根据被加工材料、工艺要求,切削参数选择合适的钻尖角度! 被加工材料为铸铁:锋角一般选择为120°,增大钻头轴向力,扭矩力
钻头的维护与保养:
⒈在钻削钢件时,请***充分的冷却量并使用金属切削液。
⒉良好的钻杆钢性与导轨间隙能提高钻孔的精度及钻头的寿命
⒊请确保磁座与工件之间的平整与清洁。
⒋钻薄板时,要将工件加固,钻大型工件时,请***工件的稳固。
⒌在钻孔开始与结束时,进给量应降低1/3。
⒍对钻削时出现大量细小粉未的材料,如铸铁、铸铜等,可以不使用冷却液,而采用压缩空气帮助排屑。
⒎请及时清除缠绕在钻体上的铁屑,以***排屑顺畅。