| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号3214 | 是否进口:是 |
| 是否涂层:涂层 | 规格:规格7256 | 加工范围:加工范围5567 |
| 是否库存:库存 | 是否批发:批发 |
枪钻的结构:
钻刃是整个枪钻的关键部分,其独特科学的组合结构***在完成切削工作同时还起到自导向的作用, 可以通过一次贯穿得到一个高精度的深孔钻刃有两个基本度,可以根据被切削工件的材料及形式来选择最恰当的组合,以便于工作更好的平衡切削力和断屑,并将切削力传递给支撑凸肩,***良好的直线度和同轴度钻刃有很小的倒锥度并且直径较刀身略大,可以***钻身可以在切削孔内自由旋转而不会磨擦孔内壁的切削表面,根据不同要求,刃部有单圆孔肾型孔和双圆孔的通道同刀身的油道连接,高压的冷却液可以通过此通道到达切削点,并将切屑带出工件钻刃支撑的几种主要的外圆轮廓形式。

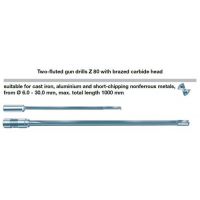
枪钻(单刃外排屑深孔钻):
钻头现在为硬质合金,过去是高速钢,与无缝钢管焊接而成。高压的冷却润滑液由钻杆月牙形孔中通过钻头前端圆孔注入到切削区,并且切屑通过120o外槽中冲刷排出。
这种钻头是它只在钻头轴线一侧有切削刃,因此消除了横刃对切削过程的不利影响。切削力由两导向块和工件孔壁支承。开始切入工件时,由导向套定位。当导向块进入工件孔后,靠孔自行定位导向。主切削刃基本上通过或微低于钻头中心,约为(0.01~0.015)钻头直径。不大于0.4mm。
枪钻刀头:
刀身采用航天工业专用合金钢材并经热处理制成,刀身有110~165°的V型槽,高压切削冷却液经驱动柄刀身油孔到达刃部后从此V型槽排出孔外,并将切屑带走,为***切削的直线度和同轴度,刀身必须有足够的强度以便在较小的扭转变形下提供切削所需的扭矩,同时刀身也必须有足够的韧性,这样才能吸收刀身高速旋转产生的震动。