| 加工定制:是 | 品牌:thisis品牌 | 型号:thisis型号 |
| 材质:陶瓷 | 样品或现货:样品 | 是否标准件:标准件 |
| 标准编号:标准编号6821 | 是否进口:是 | 适用机床:车床 |
| 适用范围:适用范围4229 | 是否库存:库存 | 是否批发:批发 |
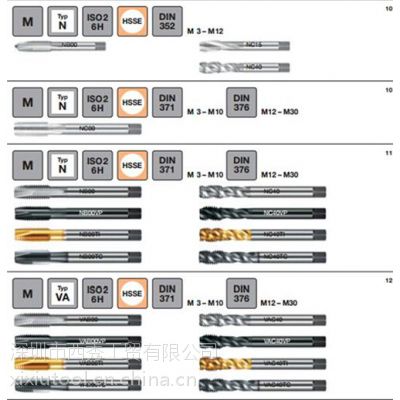
切削丝锥:
切削是一种加工内螺纹的刀具,沿轴向开有沟槽。也叫螺丝攻。丝锥根据其形状分为直槽丝锥, 螺旋槽丝锥和螺尖丝锥。直槽丝锥加工容易,精度略低,产量较大。一般用于普通车床,钻床及攻丝机的螺纹加工用,切削速度较慢。螺旋槽丝锥多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。螺尖丝锥前部有容削槽,用于通孔的加工。现在的工具厂提供的丝锥大都是涂层丝锥,较未涂层丝锥的使用寿命和切削性能都有很大的提高。 
丝锥使用注意事项:
(1)工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。
(2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。
(3)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
(4)攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。
(5)攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。
丝锥螺纹表面粗糙度大丝锥刃磨参数不合适;工件的材料硬度过低;丝锥刃磨质量差、切削液选择不当;攻丝锥螺纹的削速度太高;丝锥磨损大。适当加大丝锥前角,减小切削锥度;进行热处理,适当提高工件硬度;***丝锥前刀面有较低的表面粗糙度值;选择润滑性好的切削液;适当降低切削速度;更换已磨损的丝锥。