| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号4012 | 是否进口:是 |
| 是否涂层:涂层 | 规格:规格2020 | 加工范围:加工范围7279 |
| 是否库存:库存 | 是否批发:批发 |
修磨钻头磨法:
用过的钻头要观察钻头两主切削刃的磨损情况,如两侧磨损程度不一样,说明磨损大的一侧比另一侧稍高。修磨时应注意多磨一点。砂轮旋转要平稳,圆周面要平整,跳动量大必须修整。当钻头外侧棱边磨损,应磨掉已经变钝的棱边,否则会出现卡钻及发响。刃磨时压力不宜过大,并经常蘸水冷却,防止过热退火而降低硬度。刃磨后检验可用样板检验,但经常还是用目测的方法。把钻头切削部分向上竖立,两眼平视,由于两主切削刃一***后会产生视差,往往感觉两切削刃一高一低,旋转180度多看几次,如结果一样就说明对称了。后角也同样,看倾斜的角度一样既可。磨好的钻头应进行试钻,合格后再使用。

麻花钻头角度:
它是两主切削刃在中剖面内投影的夹角。顶角越小,则主切削刃越长,单位切削刃上的负荷减轻,轴向力减小,这对钻头轴向稳定性有力。且外圆处的刀尖角增大,有利于散热和提高刀具耐用度。但顶角减小会使钻尖强度减弱,切屑变形增大的,导致扭矩增加。标准麻花钻顶角约为118°。HSS高速钢钻头: 顶角一般是118度,有时大于130度、HM硬质合金钻头:顶角一般为140度;直槽钻常常为130度,三刃钻一般为150度。
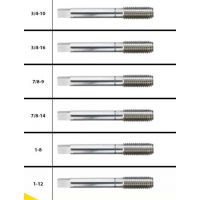
BALAX挤压丝锥介绍:
1、丝锥过渡牙。
我们有四种过渡牙,尖头丝锥为3-1/4~3-3/4牙和1-3/4~2牙,平头丝锥为1~1-1/2牙和2-1/4~2-3/4牙。
2、丝锥尖头顶角。
BALAX可根据客户的需要免费为客户磨尖头挤一个过渡牙丝锥。
3、油沟槽设计。
6#丝锥(M3.5)以上均设计有油沟,它能起冷却及降低内孔油压的作用。