| 品牌:Mitsubishi/三菱 | 型号:thisis型号 | 滚刀类型:齿轮滚刀 |
| 材质:陶瓷 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号4056 | 精度等级:A级 |
| 是否进口:是 | 是否涂层:涂层 | 规格:规格7054 |
| 加工范围:加工范围5972 | 是否库存:库存 | 是否批发:批发 |
钻头与丝锥大小如何选择?
关键看要攻丝丝锥的螺距而定、对于10毫米以下的小螺丝底径、直接可用公称直径减去螺距、就是要攻丝前打眼儿的尺寸、例如要做成M10的螺母、底孔打眼钻头直径是10-1.5=8.5MM。如果要大于10毫米的螺孔、用公称尺寸-(螺距乘1.0825)、就是打底孔的理论尺寸、但在实际操作中为便于攻丝、孔径越大打孔尺寸应略大于理论尺寸0.1--0.4毫米。但有些也是根据经验和材质的不同而略有不同。
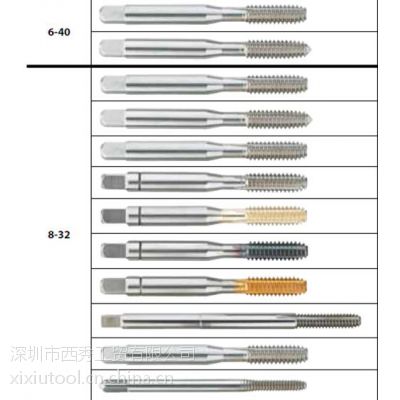
位于美国威斯康辛州的BALAX公司成立于1958年,是专业生产各式丝锥及螺纹塞规的生产厂家,尤其在挤压丝锥方面具有独特的技术和加工理念,在美国具有很高的知名度。
深圳市西秀工贸有限公司长期供应美国BALAX丝锥,美国BALAX公司是美国生产丝锥及螺纹量规的***之一,尤其在挤压丝锥方面具有独特的技术和加工理念。产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。
丝锥使用注意事项:
(6)攻塑性材料的螺孔时,要加润滑冷却液。对于钢料,一般用机油或浓度较大的乳化液要求较高的可用菜油或二硫化钼等。对于不锈钢,可用30号机油或硫化油。
(7)攻丝过程中换用后一支丝锥时,要用手先旋入已攻出的螺纹中,至不能再旋进时,然后用绞手扳转。在末锥攻完退出时,也要避免快速转动绞手,用手旋出,以***已攻好的螺纹质量不受影响。
(8)机攻时,丝锥与螺孔要保持同轴性。(9)机攻时,丝锥的校准部分不能全部出头,否则在反车退出丝锥时会产生乱牙。