| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 齿轮刀具类型:齿轮滚刀 | 材质:陶瓷 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号2074 | 适用机床:车床 |
| 是否进口:是 | 是否涂层:涂层 | 规格:规格7767 |
| 加工范围:加工范围2524 | 是否库存:库存 | 是否批发:批发 |
加工特殊材料的丝锥:
工件材料的可加工性是攻丝难易的关键。现丝锥生产厂家主要关注的是,发展丝锥针对特殊材料加工的丝锥。针对这些材料的性能,改变丝锥切削部分的几何形状,特别是它的前角和下凹量(HOOK)─前面的下凹程度。加工速度有时受到机床性能限制。对于较小的丝锥,主轴速度要想达到理想速度[ rpm= (sfm x 3.8)/丝锥直径] ,可能已经超过了主轴转速。另一方面,用较大的丝锥高速切削,会产生较大的扭矩,可能比机床提供的马力还大。应用 700psi的内冷却工具,切削速度有可能达到250sfm。而在没有内冷却设施的机床上,切削速度只能达150sfm。丝锥不同于大多数金属切削工具,因为它与工件孔壁接触面积非常大,所以冷却至关重要。如果高速钢丝锥过热,则丝锥会折断、烧损,WEXO公司高性能丝锥的几何形状特点,就是有较大的后角和倒锥。”

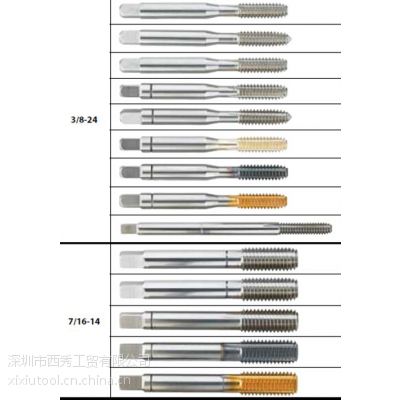
挤压丝锥优点:
挤压丝锥被放置在预先钻好的孔中,孔的直径只与螺纹挤压所需要的尺寸有关。挤压丝锥在进入孔时会置换材料,这些材料流入挤压丝锥的槽型中,以形成螺纹。挤压因此不是一种切削过程,并且因为这个原因,避免了切屑的生成。 与常规丝锥相比所具有的优点: 挤压丝锥可以******的刀具寿命。
可以***加工出足尺寸的螺纹。
无须去除并处置切屑。
挤压丝锥非常坚韧的结构意味着断裂的风险很小。
对于很宽范围的材料,并且对盲孔和通孔加工,仅需一种类型的刀具 。
钻头与丝锥大小如何选择?
关键看要攻丝丝锥的螺距而定、对于10毫米以下的小螺丝底径、直接可用公称直径减去螺距、就是要攻丝前打眼儿的尺寸、例如要做成M10的螺母、底孔打眼钻头直径是10-1.5=8.5MM。如果要大于10毫米的螺孔、用公称尺寸-(螺距乘1.0825)、就是打底孔的理论尺寸、但在实际操作中为便于攻丝、孔径越大打孔尺寸应略大于理论尺寸0.1--0.4毫米。但有些也是根据经验和材质的不同而略有不同。