| 品牌:Mitsubishi/三菱 | 型号:thisis型号 | 滚刀类型:齿轮滚刀 |
| 材质:陶瓷 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号7581 | 精度等级:A级 |
| 是否进口:是 | 是否涂层:涂层 | 规格:规格2084 |
| 加工范围:加工范围6782 | 是否库存:库存 | 是否批发:批发 |
深孔钻分屑措施;
在深孔钻削中常用的分屑措施有:
1、按切削深度分屑。也即按刀齿的宽度进行分屑,需对各刀齿切削刃间相对位置(刀齿高度和宽度)进行合理的分配和控制,工作时使之切下厚而窄的切屑。这种办法,可使制造,刃磨简单,使用 方便,切削抗力小,工作稳定。
2、不对称分屑槽分屑。这种分屑方法较简单,高速钢刀具(如扁钻)在切削速度较低,进给量不大时可采用。要注意分屑槽不能磨得太深或太浅,太深时A点虚弱,磨损快;太浅不易***可靠分屑,一般取深度c=0.5~0.8毫米,宽度b=1~1.5毫米。

深孔钻切削油用途;
1、广泛用于铸铁,碳钢,不锈钢,铝合金等各种材质加工。
2、是专门用于深孔钻削加工的纯油性切削油,如深孔钻、镗钻、抢钻等多种机床钻削润滑;
3、适用于合金钢、不锈钢、高镍合金、高强度高硬度黑色金属、钢铁、钛合金等难加工材料加工;
4、同样适用于高强度金属的珩磨、精加工和重负荷加工。
5、主要用于深孔枪钻等钻削工艺,高速重切及难加工材料的切削材料的切削和精密浅加工工艺。
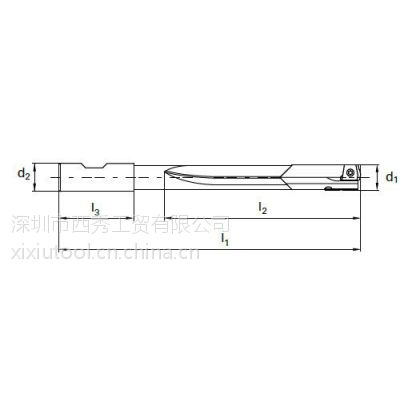
枪钻钻尖:
钻尖几何参数的选择枪钻钻削主要决定于外刃角外内刃角内及钻尖的偏心距钻尖角2[2=180°-(外+内)],一般来说较硬的材料需要用较小的钻尖角,较软的材料则需用较大的钻尖角,无论钻尖角度如何,外刃角和内刃角的选用必须***钻头在切削时的径向分力和主切削力能合理的作用在钻头的支撑区上,以便起到挤光孔表面的作用切削刃的交点位置距离钻头中心一般为1/4直径根据硬质合金枪钻受力平衡分析,要求外刃径向切削力等于内刃径向切削力,但实际加工过程中很难***为了避免钻孔偏心,只有外刃径向切削力大于内刃径向切削力,才能使径向合力始终作用于待加工表面[3]于是,一般用于加工铸铁和普通钢材时取外刃角外=30内=20[2],如图4所示 (6)引导孔的加工,在两种工件上分别预制一精度为10 11 ,深度分别为5mm5.5mm的引导孔后,分别加工了10×1165mm(3006009001200mm 4级)11×1150mm(4008001200mm 3级)的深孔。