| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号6364 | 是否进口:是 |
| 是否涂层:涂层 | 规格:规格3742 | 加工范围:加工范围5890 |
| 是否库存:库存 | 是否批发:批发 |
内排屑深孔钻刀片材料的选择:
内排屑深孔钻分为单刃内排屑和多刃错齿内排屑深孔钻。目前,国内内排屑深孔钻刀片材料主要选用硬质合金。硬质合金的种类和牌号很多,除普通硬质合金(YG类、YT类、YW 类)外,发展了许多新型硬质合金,如细晶粒和超细晶粒硬质合金(YG6X、YD15)、表面涂层硬质合金(YB120)、添加稀土元素的硬质合金(YW1R)等等。国内常用于内排屑深孔钻的刀片材料的牌号主要是YG8、YT15、YT798和YW1等。

目前用于干式加工的刀具材料很多,如超细晶粒硬质合金、CBN、PCD、陶瓷和金属陶瓷、各种涂层硬质刀具等,但这些刀具材料大多仅应用于普通的干式车削和干式铣削中。目前国内在深孔加工中使用较多的主要是焊接式深孔钻头,其刀片材料主要采用国产刀片如YD15、YG8、YW1、YT726、YT798等,这些材料的化学成分和物理性能各不相同,适用范围也有区别。我们试图通过切削试验从中选出比较适合亚干式深孔加工的刀片材料。
采用的切削试验条件为:加工孔径:20.2mm,工件长度:1000mm,主轴转速v=800r/min,刀具轴向进给量f=0.01mm/r,切削液:德国亚伦斯乳化液5号。
由各种刀片材料深孔钻头的切削性能及外齿后刀面磨损情况可以看出,在这5种刀片材料的深孔钻头中,YD15的后刀面磨损值最小,轴向力、扭矩和内孔表面粗糙度值也最小;其次是YG8。反映出YD15刀片具有较高的耐热性和良好的耐磨性,加工稳定性和加工质量良好。因此,YD15比较适合45钢类工件材料的亚干式深孔加工;YG8的加工效果相对稍差一些;而其它几种材料由于磨损较严重,不适合亚干式深孔加工。试验结果与刀具材料性能也比较吻合:YD15红硬性好、耐磨性好、抗弯强度高,尤其适合加工高温合金材料。此外,从加工过程中可以看出,亚干式深孔加工系统的排屑效果良好,几乎无堵屑现象发生,且排出的切屑温度较低(无烧热感),呈银白色,说明雾化及冷却效果良好,可以满足亚干式深孔加工的要求。
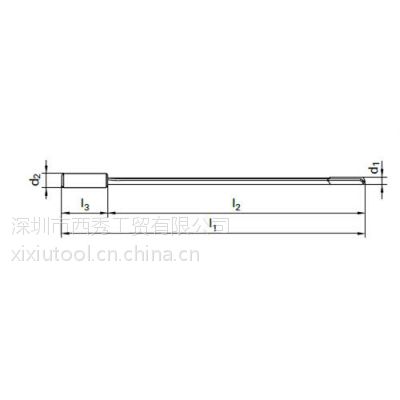
枪钻常用高速钢或硬质合金制造。
各类内排屑深孔钻可根据尺寸大小,采用焊接或机械夹固式可转位硬质合金刀片的结构。深孔钻上的导向块起导向和定心作用,减少钻孔的偏斜和切削时的振动。深孔钻的刀齿和导向块的布置主要考虑分屑和切削时径向力的平衡。刀体与钻杆可用焊接或方牙螺纹联接。
深孔钻按排屑方式分为外排屑和内排屑两类。外排屑的有枪钻、深孔扁钻和深孔麻花钻等;内排屑的因所用的加工系统不同,分BTA深孔钻、喷射钻和DF深孔钻3种。