| 品牌:Mitsubishi/三菱 | 型号:thisis型号 | 材质:陶瓷 |
| 拉刀类型:圆拉刀 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号8763 | 是否进口:是 |
| 是否涂层:涂层 | 规格:规格2866 | 加工范围:加工范围6409 |
| 是否库存:库存 | 是否批发:批发 |
丝锥螺纹表面粗糙度大丝锥刃磨参数不合适;工件的材料硬度过低;丝锥刃磨质量差、切削液选择不当;攻丝锥螺纹的削速度太高;丝锥磨损大。适当加大丝锥前角,减小切削锥度;进行热处理,适当提高工件硬度;***丝锥前刀面有较低的表面粗糙度值;选择润滑性好的切削液;适当降低切削速度;更换已磨损的丝锥。

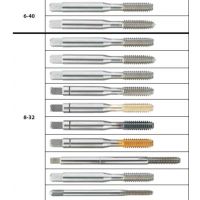
先端丝锥:
先端丝锥因前端锋刃槽部有特殊的枪膛刃槽设计,所以排削容易,扭力小精度稳定使丝锥耐久性更一层的改进;加工螺纹时切屑向前排出,它的芯部尺寸设计比较大,强度较好,可承受较大的切削力。加工有色金属、不锈钢、黑色金属效果都很好,通孔螺纹应优先采用先端丝锥。
先端丝锥:
先端丝锥因前端锋刃槽部有特殊的枪膛刃槽设计,所以排削容易,扭力小精度稳定使丝锥耐久性更一层的改进;加工螺纹时切屑向前排出,它的芯部尺寸设计比较大,强度较好,可承受较大的切削力。加工有色金属、不锈钢、黑色金属效果都很好,通孔螺纹应优先采用先端丝锥。