| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号2392 | 外形:盘形 |
| 是否进口:是 | 是否涂层:涂层 | 规格:规格6461 |
| 加工范围:加工范围4006 | 是否库存:库存 | 是否批发:批发 |
铣刀的端刃切削;
在模具等工件型腔的数控铣削加工中,当被切削点为下凹部分或深腔时,需加长铣刀的伸出量。假如使用长刃型铣刀,由于刀具的挠度较大,易孕育发生振动并导致刀具折损。因此正在加工过程中,假如只需刀具端部相近的刀刃参加切削,则选用刀具总长度较长的短刃长柄型铣刀。正在卧式数控机床上使用大直径铣刀加工工件时,由于刀具自重所孕育发生的变形较大,更应非常注重端刃切削超卓出现的标题。正在务必使用长刃型铣刀的情况下,则需大幅度降低切削速度和进给速度。

铣刀型式
1,圆柱形铣刀;用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
2,面铣刀;又称盘铣刀,用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式 3种。
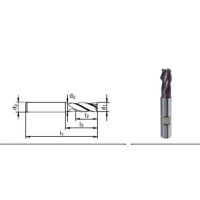
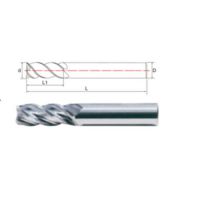
3,立铣刀;用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴向进给。
4,三面刃铣刀;用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
5,角度铣刀;用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
6,锯片铣刀;用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
7,T形铣刀;用来铣T形槽
成形铣刀是用于加工成形表面的专用铣刀,它的刀刃廓形需要根据被加工工件廓形进行设计计算,可在通用铣床上加工形状复杂的表面,能***形状基本一致,且效***,在成批生产和大量生产中被广泛应用。
1、铲齿的基本概念:成形铣刀可分为尖齿和铲齿两种.
尖齿成形铣刀的铣削和重磨需要专用靠模,制造和刃磨都较困难。
铲齿成形铣刀齿背是在铲齿车床上铲削和铲磨而成,重磨时只磨前刀面,因为前刀面是平面,所以刃磨比较方便,目前成形铣刀主要采用铲齿齿背结构。铲齿齿背应满足两个条件:①重磨后切削刃形状不变;②获得所需后角。
2、齿背曲线及方程:通过铣刀切削刃上任意点作垂直于铣刀轴线的端剖面,它与齿背表面的交线称为铣刀的齿背曲线。
齿背曲线主要应满足两个条件:一是铣刀每次重磨后的后角基本不变;另一是制造简单。
能满足后角不变的曲线只有对数螺旋线,但难以制造。阿基米德螺旋线能满足后角基本不变,制造简单,容易实现。所以在生产上广泛采用阿基米德螺旋线作为成形铣刀齿背曲线。