| 加工范围:加工范围9531 | 型号:型号4772 | 直径:直径4365 |
| 材质:陶瓷 | 精度:精度5829 | 品牌:品牌6342 |
| 规格:规格2255 |
钻头与丝锥大小如何选择?
关键看要攻丝丝锥的螺距而定、对于10毫米以下的小螺丝底径、直接可用公称直径减去螺距、就是要攻丝前打眼儿的尺寸、例如要做成M10的螺母、底孔打眼钻头直径是10-1.5=8.5MM。如果要大于10毫米的螺孔、用公称尺寸-(螺距乘1.0825)、就是打底孔的理论尺寸、但在实际操作中为便于攻丝、孔径越大打孔尺寸应略大于理论尺寸0.1--0.4毫米。但有些也是根据经验和材质的不同而略有不同。
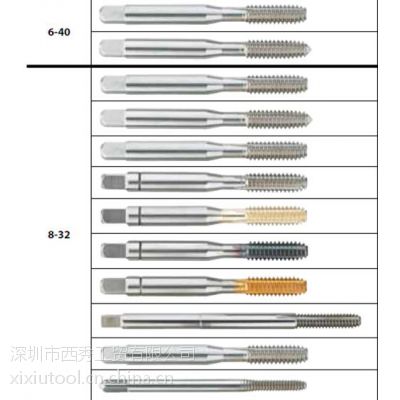
螺旋槽丝锥:
螺旋槽比较适合加工不通孔螺纹,加工时切屑向后排出。由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,***螺旋齿的强度。加工有色金属的,螺旋角选的大一点,可在45
度左右,切削锋利一些。
无沟挤压丝攻(丝锥): 无沟丝攻(丝锥)也称作为无屑丝攻(丝锥)。 它是对金属进行挤压,使之塑形变形,形成内螺纹的,故不会产生切屑,也不会因切屑阻塞等问题而损害螺纹或丝攻,无沟丝攻(丝锥)最适合于具有可塑性之材料加工,如,铝,红铜,锌,黄酮于低碳钢。无沟丝锥的切削部有四牙于两牙两种,使用无沟丝锥时,需配合其精度要求而选择下孔的尺寸,才能塑压出高精度,高品质的螺纹。