| 品牌:CYPRESS/赛普拉斯 | 型号:thisis型号 | 类型:平铣刀 |
| 材质:陶瓷 | 是否涂层:涂层 | 是否进口:是 |
| 适用机床:车床 | 加工范围:加工范围3814 | 规格(直径*全长):规格(直径*全长)5121mm |
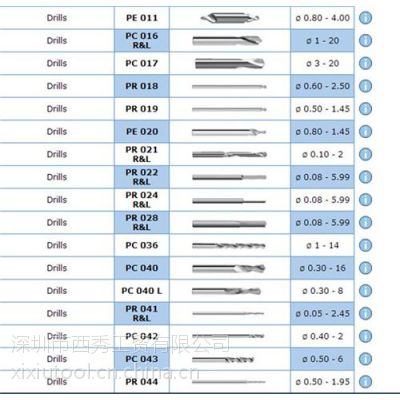
焊接式硬质合金钻头:
焊接式硬质合金钻头是在钢制钻体上平稳焊接一个硬质合金齿冠制成。这种钻头采用自定心几何刃型,切削力小,对年夜年夜都工件材料均可实现精采的切屑节制,加工出的孔概况光洁度好,尺寸精度和定位精度都很高,不必再进行后续精加工。该钻头采用内冷却体例,可用于加工中心、CNC车床或其它高刚性、高转速机床。

如何选择钻头:
钻头的角度取决与加工的材料,铝件一般为118,因为加工铝件时要求进给快,在加工时头部角度小,下去的切削零件的力就会向左右两侧扩散容易下切.而加工铸件时角度一般140-145这样由于硬度高的原因进给缓慢,切削力主要集中在刀刃前方,要是钻头太尖的就会磨损的快,而角度大刃面相对角度小的刃面由于刃短自然力也就要小.当然有时加工工艺可能也会有特殊的要求. 麻花钻的顶角大小有几个方面的作用,并不是越大越好,也不是越小越好,主要看加工条件。标准麻花钻的顶角为118,一方面是因这个角度切削是能兼顾定心和刀尖强度的要求,同时刀刃呈直线,便于检验和刃磨。如果加工材料比较硬,应当采用更大的顶角。 钻头切削主切削刃上受力分解成,轴向力和径向力,锋角较小:轴向抗力下降,扭矩增大,切削刃长增长,切削厚度变浅,切削厚度变薄,稳定性增强;锋角较大时:轴向抗力增大,扭矩减小,切削刃长减小,切削厚度变深,切削厚度变厚,稳定性变弱;所以根据被加工材料、工艺要求,切削参数选择合适的钻尖角度! 被加工材料为铸铁:锋角一般选择为120°,增大钻头轴向力,扭矩力
BALAX挤压丝锥介绍:
1、丝锥过渡牙。
我们有四种过渡牙,尖头丝锥为3-1/4~3-3/4牙和1-3/4~2牙,平头丝锥为1~1-1/2牙和2-1/4~2-3/4牙。
2、丝锥尖头顶角。
BALAX可根据客户的需要免费为客户磨尖头挤一个过渡牙丝锥。
3、油沟槽设计。
6#丝锥(M3.5)以上均设计有油沟,它能起冷却及降低内孔油压的作用。