| 品牌:Mitsubishi/三菱 | 型号:thisis型号 | 滚刀类型:齿轮滚刀 |
| 材质:陶瓷 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号5099 | 精度等级:A级 |
| 是否进口:是 | 是否涂层:涂层 | 规格:规格4657 |
| 加工范围:加工范围4458 | 是否库存:库存 | 是否批发:批发 |
深孔钻头分为焊接式深孔钻头和机加式深孔钻头,深孔钻头都是采用内排屑,焊接式深孔钻头的刀片是不可以调换的,一次性使用,机加式深孔钻头的刀片是可以互换的,机加式深孔钻头的刀体可以***使用,刀片可以换下。
焊接式深孔钻头和机加式深孔钻头都是采用授油器供冷却液,内排屑的工艺方法,可在等碳素钢、合金钢实心材料上钻深孔,长径比可达1:100。

深孔钻头的规格及使用说明;
1、***于加工通孔和盲孔,不得加工交叉孔和对接孔。
2、必须有导引孔,其深度为1至2倍钻头直径。
3、加工200-600mm的孔分两步走,先选用长度约200mm的钻头加工,再用合适的钻头加工;加工700mm的深孔分三步走,
先选用长度约200mm的钻头加工,其次用长度约500mm的钻头加工,再用合适的钻头加工。
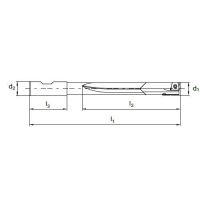
枪钻的用途
枪钻往往做成单刃刀头形式,它一般适用于加工Φ2-Φ20mm直径的小径深孔,长径比可达80倍,枪钻最长可达3000mm,被加工工件的表面粗糙度为Ra0.4-1.6,孔径精度为IT7-9级,孔的直线性高,并且孔口无毛刺,精度的重复性好。广泛适用于汽车制造业、飞机船舶制造业和机床制造等行业,主要加工对象为:缸体、缸盖、曲轴和各种引擎零件等。
HARTNER系列枪钻可应用于深孔加工专机、加工中心、车削中心等满足枪钻冷却及导向等要求的设备上对碳钢、不锈钢、铸铁、有色金属及木材、塑料等材料进行加工,针对客户的机床状况,提供***化的切削工艺参数,确保发挥枪钻的切削性能。
为了使枪钻能长期稳定可靠地工作,本公司系列枪钻匹配有小巧可靠的台式修磨枪钻系列装置:TBM116、TBV116;这两套修磨夹具结构紧凑,占地面积小,简便易用,通过短暂的培训,用户就可以用该夹具修磨出接近原刀的几何参数尺寸,确保修磨后的枪钻达到接近新刀的加工性能及质量。配套提供的粗、精磨一体化金钢石砂轮:
DSS125,可以***枪钻在一次装夹中完成粗、精修磨,***进步了修磨的效率及质量。配套的刀具附件:钻套、密封套和支撑座等,则为枪钻的顺利钻削保驾护航。