| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 类型:多款供选 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号3135 | 是否进口:是 |
| 是否涂层:涂层 | 适用机床:车床 | 铰孔形状:圆柱形 |
| 铰刀精度:D4 | 锥柄号:锥柄号8274 | 锥度值:锥度值7762 |
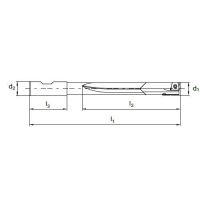
| 基面直径:基面直径4603mm | 全长:全长5513mm | 加工范围:加工范围3823 |
| 是否库存:库存 | 是否批发:批发 |
深孔钻头分为焊接式深孔钻头和机加式深孔钻头,深孔钻头都是采用内排屑,焊接式深孔钻头的刀片是不可以调换的,一次性使用,机加式深孔钻头的刀片是可以互换的,机加式深孔钻头的刀体可以***使用,刀片可以换下。
焊接式深孔钻头和机加式深孔钻头都是采用授油器供冷却液,内排屑的工艺方法,可在等碳素钢、合金钢实心材料上钻深孔,长径比可达1:100。

深孔切削加工特点;
采用的亚干式切削加工方案主要是利用压缩空气进行排屑和冷却,使用雾化切削液进行润滑,其加工系统主要由内排屑深孔钻床、空气压缩机、雾化器、气液混合喷头等组成,其工作流程为:空气压缩机提供具有一定压力(约0.5~0.6MPa)的空气,在出口处分为两路,其中一路通过雾化器带出一定量的切削液形成汽液混合物,在喷头处与另一路压缩空气相遇,汽液混合物通过喷头时被加速并向进气装置的空腔中喷出,形成高压、高速的雾化切削液,***经过钻杆外壁与孔壁之间的通道被传送到钻头的切削部位,冷却、润滑刀具并将切屑从钻杆内部向后吹出。
由于亚干式深孔加工系统采用雾化切削液润滑、冷却刀具,用压缩空气进行排屑降温,既克服了传统深孔加工中大量循环使用切削液所带来的诸多弊病,大大减少了切削液使用量,又确保了导向块与内孔表面之间、刀具前后刀面与切屑之间的切削液润滑层,同时切削液在雾化状态下吸热充分、润滑均匀,能更好地发挥作用;使用连续的压缩空气排屑既可增大排屑空间(相对于使用高压油),又能迅速将切屑从切削区吹出,缩短了切屑传热时间,并可将部分热量直接带出,降低了切削区温度。
深孔钻选择何种切削液?
深孔钻(枪钻)是近年发展起来的深孔加工工艺。传统的深孔加工(也深与孔径之比大于5),需要钻、镗、粗铰、研磨等多道工序才能加工出有较高精度和较低表面粗糙度的孔。新工艺是采用结构特殊的刀具和高压冷却润滑系统,可将上述多道工序简化为一次连续走刀完成相当深度的高精度和低表面粗糙度的孔加工。这种工艺效***,经济效益***。
性能优良的深孔钻切削液是深孔钻加工技术关键之一,深孔钻切削液必须具备下列性能。
良好的冷却作用,消除由于变形及摩擦所产生的热量,抑制屑瘤的生成。
良好的高温润滑性,减少刀刃及支承的摩擦磨损,***刀具在切削区的高温下保持良好的润滑状态。
良好的渗透性,排屑性,使切削液及时渗透到刀刃上,并***切屑能顺利排出,因此,深孔钻切削液要求具有高的极压性和低的粘度。