| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 样品或现货:样品 | 是否标准件:标准件 |
| 标准编号:标准编号9987 | 是否进口:是 | 是否涂层:涂层 |
| 适用范围:适用范围9446 | 规格:规格1752 | 是否库存:库存 |
| 是否批发:批发 |
刀具结构的选取及优化设计
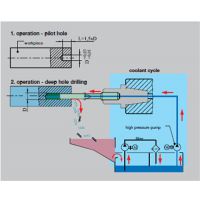
深孔加工刀具的型式主要分为外排屑和内排屑两种。外排屑方式用于枪钻系统,适合加工小直径(一般φ<20mm)深孔。内排屑方式常用于BTA系统、喷吸钻系统和DF系统。喷吸钻系统和DF系统的功效相同,但由于喷吸钻系统结构较复杂,排屑空间受到双钻杆的限制,因此目前已较少使用。DF系统主要利用双进油装置对切屑进行推、吸双重作用,促使其顺畅排出。在排屑效果相同时,可减小密封压力,提高加工精度。BTA深孔钻头分为单齿和多齿两种,单齿刀具适用的孔径范围为φ6~φ25mm,多齿刀具则适合加工较大直径(φ25mm以上)的深孔。

深孔钻头优化设计主要体现在以下几点:
①适当增大刀体与孔壁之间的间隙h(即进气间隙)以减小空气阻力,使压缩空气和雾化液能迅速到达切削区进行润滑和冷却。
②适当增大刀具排屑口,排屑口形成倒锥型,使切屑能快速而顺畅地进入排屑通道,不易堵屑;同时在排屑入口处形成“喷吸效应”,增大排屑速度。
③增多分屑刃,加宽断屑台,实现强制分屑和断屑,使切屑变窄及易于折断,有助于排屑和散热。
在刀具几何角度方面也进行了一些改进,主要表现为:
①适当增大刀刃前角γo,以减小刀具前刀面与切屑的接触面积,保障压缩空气及雾化切削液能充分进入切削区对刀具进行冷却润滑。由于内刃在切削中主要承受轴向挤压力,为了增加内刃强度,可适当加大内刃前角。
②适当增大刀刃后角αo,以减小刀具后刀面与已加工表面之间的摩擦,也使刀具更容易切入工件,可减小刀具磨损,提高刀具耐用度。
③增大断屑台宽度和圆角半径,加长切屑卷曲变形时间,减小切屑与前刀面的摩擦及切屑对断屑凸台的冲击力,使切屑顺利流过断屑台,在过渡圆角处增加一部分附加变形,使材料失去一些塑性,然后弯曲顶到底,在弯矩作用下再次变形,***断屑,这样可减小切屑变形,使切削热、切削冲击力、摩擦力等都发生改变,控制切屑形成细小“C”型排出。
深孔钻头分为焊接式深孔钻头和机加式深孔钻头,深孔钻头都是采用内排屑,焊接式深孔钻头的刀片是不可以调换的,一次性使用,机加式深孔钻头的刀片是可以互换的,机加式深孔钻头的刀体可以***使用,刀片可以换下。
焊接式深孔钻头和机加式深孔钻头都是采用授油器供冷却液,内排屑的工艺方法,可在等碳素钢、合金钢实心材料上钻深孔,长径比可达1:100。