| 加工范围:加工范围6700 | 型号:型号6368 | 直径:直径7369 |
| 材质:陶瓷 | 精度:精度5442 | 品牌:品牌1944 |
| 规格:规格5043 |
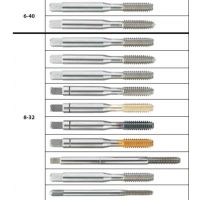
丝锥崩齿:
丝锥崩齿丝锥前角选择过大;丝锥每齿切削厚度太大;丝锥的淬火硬度过高;丝锥磨损严重。适当减小丝锥前角;适当增加切削锥的长度;降低硬度并及时更换丝锥。丝锥磨损过快攻丝锥螺纹时速度过高;丝锥刃磨参数选择不合适;切削液选择不当,使用不充分;工件的材料硬度过高;丝锥刃磨时,产生***现象。适当降低切削速度;减小丝锥前角,加长切削锥的长度;选用润滑性好的切削液;对被加工工件进行适当的热处理;正确的刃磨丝锥。

丝锥的维护:
1、攻丝时端面孔口要倒角;丝锥要与工件的孔同轴;攻丝开始时应施加轴向压力,使丝锥切入,切入几圈之后就不再需要施加轴向力。
2、当丝锥校准部分进人螺孔后,每正转半圈到一圈就要退回1/4,1/2圈,使切屑碎断后再往下攻;攻下通孔时,要经常退出丝锥进行排屑。
常见的普通螺纹有三种制式:公制,英制,统一制(也称美制)。公制是以毫米为单位,齿形角60度的螺纹。例如:M8X1-6H表示直径8毫米的公制细牙螺纹,螺距1毫米,6H的内螺纹公差带。英制是以英寸为单位,齿形角55度的螺纹。例如:BSW 1/4-20表示直径1/4英寸,粗牙螺距每英寸20牙,这种螺纹已很少使用。另统一制是以英寸为单位,齿形角60度的螺纹。直径小于1/4英寸,常用编号表示,由0号至12号分别表示0.06英寸至1/4英寸的直径规格。美国主要使用的仍是统一制螺纹。