| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 类型:多款供选 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号7439 | 是否进口:是 |
| 是否涂层:涂层 | 规格:规格2019 | 加工范围:加工范围2581 |
| 适用机床:车床 | 是否库存:库存 | 是否批发:批发 |
亚干式深孔加工与传统深孔加工的性能比较
通过上述试验分析,可以确定YD15刀片材料比较适合中碳钢的亚干式深孔加工。但是,其加工性能和刀具耐用度与湿式深孔加工相比是否有差别,将是亚干式深孔加工技术能否获得推广应用的关键。为此,我们进行了一个对比切削试验,即在传统的深孔加工条件下,采用YD15和YG8深孔钻头(刀具几何参数相同)钻削同样长度的45钢工件(v=800r/min,f=0.01mm/r,10#机械油冷却润滑)。由测得的各项试验数据可以看出,用传统方法加工时,刀具的后刀面磨损和切削力均比在亚干式加工条件下要小,这表明亚干式加工时刀具与工件、刀具与切屑之间的摩擦力比传统加工时更大,即切削液的润滑性能较差,这与所使用的切削液有关。亚干式加工中采用的是水基乳化液(其雾化性优于切削油),而传统加工中使用的是切削油(其润滑性更好)。这也为我们今后的研究确定了方向,即需要找到一种既有良好的雾化性,又有较好润滑性的切削液。另外,两种加工方式的刀具磨损量差距并不很大,说明在亚干式深孔加工条件下也能***一定的刀具耐用度。
将用两种方式加工的试件剖开后进行检测,发现内孔表面硬度几乎没有差异,而亚干式加工的内孔表面粗糙度值更小,即表面质量更好。这也说明在亚干式深孔加工中,内孔表面的冷却效果良好,切削温度并不高。此外,由于采用了特殊配方的乳化液,具有一定的耐挤压效果,因此钻头的导向块并未出现撕裂磨损,也***了内孔表面加工质量。

深孔钻切削油性能特点;
1、深孔钻切削油含有硫,氯极压添加剂能有效地防止金属接触面烧结,减少刀具磨损,提高机械寿命。
2、具有强韧的油膜,能为刀锋提供极好的保护、冷却和润滑作用,***极高的进给度和切削率,以达到***的表面质量,延长刀具使用寿命并阻止刀瘤的形成;
3、有高渗透性脂肪润滑剂,降低切削刀口的磨擦阻力及操作负荷,同时提高加工精度及工件表面光洁度。
4、良好的加工光洁度和精度;
5、流动性好,突出的渗透性能,具有良好的排屑能力。
6、无油雾,大大减轻了工作环境对健康产生的影响。
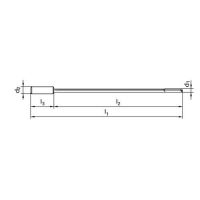
枪钻驱动柄:
驱动柄完全依照标准工业加工法的规定制造其与刀身相接的颈部处有消除应力的光滑弧状凹槽以避免因应力集中而产生破坏,驱动柄为圆柱形,侧面一般加工有两个平面,供夹持套筒锁紧整个钻头本体。
高压冷却雾化装置是整个枪钻系统关键的一个系统,它在加工过程中起到润滑冷却排屑的作用输入系统的压缩空气一部分驱动脉冲泵形成喷雾,另一部分空气连续驱动活塞泵,通过双路管线和高流量喷雾装置加压给切削液,将切削液输送至钻头切削区,被雾化后的切削液吸收切削区的热量,冷却润滑枪钻刀头,并将切屑强制吹出工作物外
由于该传统制造企业没有专用的枪钻机床,从经济效益角度出发,改造既要有好的效果,又要利旧,所以整个枪钻系统必须建立在应用现有的镗床和车床的基础上,而且该系统的应用不能破坏原机床的加工特性经分析对比,最终选择在一普通镗床上安装枪钻系统。