| 品牌:意法 | 型号:thisis型号 | 材质:陶瓷 |
| 适用机床:车床 | 结构类型:整体式 | 是否进口:是 |
| 是否涂层:涂层 | 加工范围:加工范围9868 | 规格:规格9838 |
PCD钻头,
PDC产品性能不断改进,在过去的几年间,PDC切削齿的质量和类型都发生了巨大的变化。如果将20世纪80年代的齿与当今的齿进行比较的话,差异是相当大的。由于混合工艺与制造工艺的变化,当今的切削齿的质量性能要好得多,使钻头的抗冲蚀以及抗冲击能力都大为提高。工程师们还对碳化钨基片与人造金刚石之间的界面进行了优化,以提高切削齿的韧性。层状金刚石工艺方面的革新也被用于提高产品的抗磨蚀性和热稳定性。除了材料和制造工艺方面的发展以外,PDC产品在齿的设计技术和布齿方面也实现了重大的突破。PDC产品已可被用于以前所不能应用的地区,如更硬、磨蚀性更强和多变的地层。这种向新领域中的扩展,对金刚石(固定切削齿)钻头和牙轮钻头之间的平衡发生了很大的影响。最初,PDC钻头只能被用于软页岩地层中,原因是硬的夹层会损坏钻头。但由于新技术的出现以及结构的变化,PDC钻头已能够用于钻硬夹层和长段的硬岩地层了。PDC钻头正越来越多地为人们所选用,特别是随着PDC齿质量的不断提高,这种情况越发凸显。由于钻头设计和齿的改进,PDC钻头的可定向性也随之提高,这进一步削弱了过去在马达钻井中牙轮钻头的优势。PDC钻头每天都在许多地层的钻井应用中排挤掉牙轮钻头的市场。

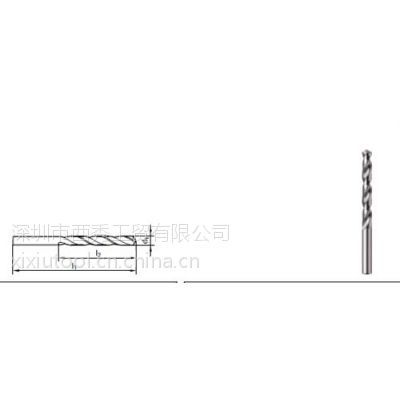
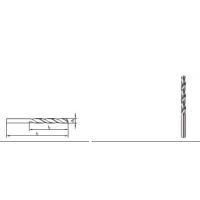
实际应用中还有对抛物线钻头主切削刃进行钝化处理后用以加工冷作硬化材料,这也许可以推测这种槽形的钻头在主切削刃处形成的前角较大,造成刃口的强度较差。抛物线钻头在使用时必须根据特定的长径比优化调整切削速度和进给量,价格为标准麻花钻的2~3倍。对于抛物线钻头的研究,重点是槽形曲线对排屑和刚性的影响以及磨钻尖后主切削刃的情况。抛物线型钻头的螺旋角为36°~38°,大于标准麻花钻的螺旋角(28°~30°)。螺旋角可表示钻头的“扭转”程度,螺旋角越大,钻头&排屑速度越快。普通抛物线型钻头适合深孔加工的另一特点是钻芯较厚(钻头的钻芯是指钻头排屑槽成形后未被磨削的中心部分)。标准麻花钻的钻芯部分约占整个成品钻头的20%,而抛物线型钻头的钻芯则可占到整个钻头的约40%。在深孔钻削中,较厚的钻芯可增加钻头的刚性,提高钻削加工的稳定性。抛物线型钻头的钻尖处开有槽口,因此可采用较大的钻芯直径,此外还可防止钻孔开始阶段容易发生的钻头移位现象。抛物线型钻头采用高速钢材料制造,为强化切削性能,也可对钻头进行表面涂层处理。