| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 样品或现货:样品 | 是否标准件:标准件 |
| 标准编号:标准编号9266 | 产品种类:铣刀 | 适用机床:车床 |
| 是否进口:是 | 是否涂层:涂层 | 规格:规格2386 |
| 是否库存:库存 | 是否批发:批发 |
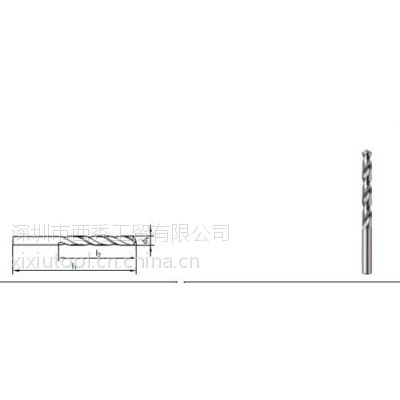
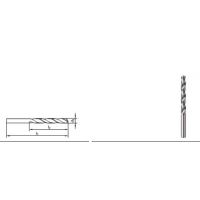
一种钻头,包括一个刀杆⑴,刀杆有一个***,***有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同***平面(E-E)上取向的短的中心切削刀刃。所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从***延伸到底端。在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有的刚性。中心切削刀刃的***平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。

麻花钻的几何形状虽比扁钻合理,但尚存在着以下缺点:
(1)标准麻花钻主切削刃上各点处的前角数值内外相差太大。钻头外缘处主切削刃的前角约为+30°;而接近钻心处,前角约为-30°,近钻心处前角过小,造成切屑变形大,切削阻力大;而近外缘处前角过大,在加工硬材料时,切削刃强度常嫌不足。
(2)横刃嫌长,横刃的前角是很大的负值,达-5 4°~-6 0°,从而将产生很大的轴向力。
(3)与其他类型的切削刀具相比,标准麻花钻的主切削刃很长,不利于分屑与断屑。
(4)刃带处副切削刃的副后角为零值,造成副后刀面与孔壁间的摩擦加大,切削温度上升,钻头外缘转角处磨损较大,已加工表面粗糙度恶化。
硬质合金钻头用途:
1.能适合较复杂材质的钻孔,可选择较高的切削速度。2.精选合金钻头专用的高性能合金刀片,有效减少崩刀,保持良好的耐磨性。3.多层几何切削端刃,提高排泄性能,保持较小的切削阻力。4.除常用的直角柄外,备有多种柄型,适合多种钻机,钻床配用。