| 品牌:Mitsubishi/三菱 | 型号:thisis型号 | 材质:陶瓷 |
| 拉刀类型:圆拉刀 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号4665 | 是否进口:是 |
| 是否涂层:涂层 | 规格:规格4419 | 加工范围:加工范围1815 |
| 是否库存:库存 | 是否批发:批发 |
深孔钻分屑措施;
在深孔钻削中常用的分屑措施有:
1、按切削深度分屑。也即按刀齿的宽度进行分屑,需对各刀齿切削刃间相对位置(刀齿高度和宽度)进行合理的分配和控制,工作时使之切下厚而窄的切屑。这种办法,可使制造,刃磨简单,使用 方便,切削抗力小,工作稳定。
2、不对称分屑槽分屑。这种分屑方法较简单,高速钢刀具(如扁钻)在切削速度较低,进给量不大时可采用。要注意分屑槽不能磨得太深或太浅,太深时A点虚弱,磨损快;太浅不易***可靠分屑,一般取深度c=0.5~0.8毫米,宽度b=1~1.5毫米。

1,刃尖撕裂分屑。当内外刃的刃尖角e较小时,可实现内外切削刃的分屑,如单刃外排屑深孔钻(枪钻)。但这种分屑方法不太可靠,由于切削路程长,刃口磨损而变钝,使得刀刃的分割切屑作用减弱,此时切屑已不象开始哪样的分屑状态,而是在垂直于刀口的平面内卷曲,同时产生一定的侧向变形。
2,轴向阶梯分屑。利用刀刃在轴向互相错开不同深度进行分屑,只要c值大于进给量F,其分屑是可靠的。根据经验,取c为4~5倍的进给量,钻孔时取c=1~1.5mm,套料时取c=1.6~2mm.同时在钻头的外缘部分c值可取小些,而靠近钻心部分c值取大些,因为在钻心部分切削速度小,切屑变形较大,切屑厚度增大,不易分屑。
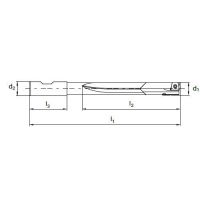
钻尖部分的结构形式
钻尖部分的几何外形,直接影响到枪钻的切削加工性能及被加工孔的精度,HARTNER公司结合自身二十多年制造枪钻的成功经验,优化了以下5种类型的钻尖外圆型式,并结合多种钻尖的不同角度磨削型式供用户选择,确保针对不同的工件材料及要求,总有一款适合您。
G型:通用型,适合加工各种材料,尤其适合加工孔公差范围较小的孔。
C型:标准型,适合加工难加工材料,如高合金钢等。
E型:专用型,适合加工各种材料,尤其适合加工孔公差范围较大的孔。
A型:专用型,适合在难以正确定位的状况下加工各种材料。
D型:专用型,特别适合加工灰铸铁。