| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 类型:多款供选 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号1225 | 是否进口:是 |
| 是否涂层:涂层 | 规格:规格3715 | 加工范围:加工范围3523 |
| 适用机床:车床 | 是否库存:库存 | 是否批发:批发 |
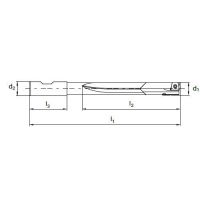
深孔钻头的规格及使用说明;
1、***于加工通孔和盲孔,不得加工交叉孔和对接孔。
2、必须有导引孔,其深度为1至2倍钻头直径。
3、加工200-600mm的孔分两步走,先选用长度约200mm的钻头加工,再用合适的钻头加工;加工700mm的深孔分三步走,
先选用长度约200mm的钻头加工,其次用长度约500mm的钻头加工,再用合适的钻头加工。

什么时候用深孔钻?
1.所谓的深孔,是个相对的概念。比如说,一个100毫米深的孔是深孔么?对于一个直径2~3毫米的孔来说,就是一个深孔了。
2.一般来说,孔深与孔径的比例大于10,就认为是深孔了。
3.用于深孔加工的刀具种类也挺多的,最基本的就是超长麻花钻、枪钻、喷吸钻等。
4.最典型的深孔钻是枪钻,顾名思义,就是用来加工枪的零件——枪管的。所以深孔钻用的最多的或许就是***企业,枪管、炮管的加工。
5.其他用到深孔钻的企业也很多,例如:
(1)发动机各个零件的水孔、油孔。
(2)各类机械液压部件的缸、腔部位。
(3)医疗器械、精密机械等许多领域都会用到深孔加工。
6.深孔钻中的双管内排屑喷吸钻需要专机。
设计深孔加工刀具和深孔加工系统时,应注意的主要问题是:
1、冷却不、润滑与排屑:由于深孔加工切削热不易排散、切屑不易排出,因此必须采用强制冷却和强制排屑的措施。目前是采用高压将切削液通过钻杆的外部或内部直接送到切削区,起到冷却、润滑作用后,将切屑由钻杆内部或外部排出,达到强制冷却和排屑的目的。
2、切屑的处理:深孔加工的排屑是十分重要的问题,尤其是小直径深孔及肉排屑套料钻(环孔钻),排屑空间很小,排屑条件更为恶劣。排屑问题从切削过程来看,与分屑、卷屑和断屑三方面密切联系。切屑的宽窄、卷曲的形状、切屑的长短,都直接影响到排屑情况。