| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号1163 | 是否进口:是 |
| 是否涂层:涂层 | 规格:规格4437 | 加工范围:加工范围6327 |
| 是否库存:库存 | 是否批发:批发 |
深孔切削加工特点;
采用的亚干式切削加工方案主要是利用压缩空气进行排屑和冷却,使用雾化切削液进行润滑,其加工系统主要由内排屑深孔钻床、空气压缩机、雾化器、气液混合喷头等组成,其工作流程为:空气压缩机提供具有一定压力(约0.5~0.6MPa)的空气,在出口处分为两路,其中一路通过雾化器带出一定量的切削液形成汽液混合物,在喷头处与另一路压缩空气相遇,汽液混合物通过喷头时被加速并向进气装置的空腔中喷出,形成高压、高速的雾化切削液,***经过钻杆外壁与孔壁之间的通道被传送到钻头的切削部位,冷却、润滑刀具并将切屑从钻杆内部向后吹出。
由于亚干式深孔加工系统采用雾化切削液润滑、冷却刀具,用压缩空气进行排屑降温,既克服了传统深孔加工中大量循环使用切削液所带来的诸多弊病,大大减少了切削液使用量,又确保了导向块与内孔表面之间、刀具前后刀面与切屑之间的切削液润滑层,同时切削液在雾化状态下吸热充分、润滑均匀,能更好地发挥作用;使用连续的压缩空气排屑既可增大排屑空间(相对于使用高压油),又能迅速将切屑从切削区吹出,缩短了切屑传热时间,并可将部分热量直接带出,降低了切削区温度。

深孔钻头优化设计主要体现在以下几点:
①适当增大刀体与孔壁之间的间隙h(即进气间隙)以减小空气阻力,使压缩空气和雾化液能迅速到达切削区进行润滑和冷却。
②适当增大刀具排屑口,排屑口形成倒锥型,使切屑能快速而顺畅地进入排屑通道,不易堵屑;同时在排屑入口处形成“喷吸效应”,增大排屑速度。
③增多分屑刃,加宽断屑台,实现强制分屑和断屑,使切屑变窄及易于折断,有助于排屑和散热。
在刀具几何角度方面也进行了一些改进,主要表现为:
①适当增大刀刃前角γo,以减小刀具前刀面与切屑的接触面积,保障压缩空气及雾化切削液能充分进入切削区对刀具进行冷却润滑。由于内刃在切削中主要承受轴向挤压力,为了增加内刃强度,可适当加大内刃前角。
②适当增大刀刃后角αo,以减小刀具后刀面与已加工表面之间的摩擦,也使刀具更容易切入工件,可减小刀具磨损,提高刀具耐用度。
③增大断屑台宽度和圆角半径,加长切屑卷曲变形时间,减小切屑与前刀面的摩擦及切屑对断屑凸台的冲击力,使切屑顺利流过断屑台,在过渡圆角处增加一部分附加变形,使材料失去一些塑性,然后弯曲顶到底,在弯矩作用下再次变形,***断屑,这样可减小切屑变形,使切削热、切削冲击力、摩擦力等都发生改变,控制切屑形成细小“C”型排出。
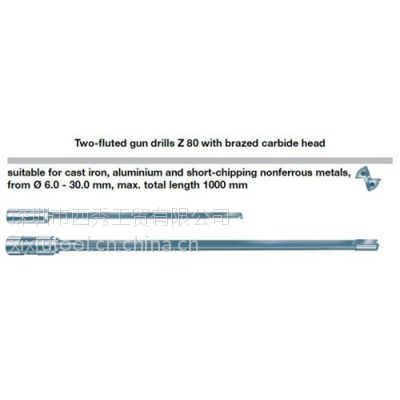
枪钻的结构:
钻刃是整个枪钻的关键部分,其独特科学的组合结构***在完成切削工作同时还起到自导向的作用, 可以通过一次贯穿得到一个高精度的深孔钻刃有两个基本度,可以根据被切削工件的材料及形式来选择最恰当的组合,以便于工作更好的平衡切削力和断屑,并将切削力传递给支撑凸肩,***良好的直线度和同轴度钻刃有很小的倒锥度并且直径较刀身略大,可以***钻身可以在切削孔内自由旋转而不会磨擦孔内壁的切削表面,根据不同要求,刃部有单圆孔肾型孔和双圆孔的通道同刀身的油道连接,高压的冷却液可以通过此通道到达切削点,并将切屑带出工件钻刃支撑的几种主要的外圆轮廓形式。