| 品牌:Mitsubishi/三菱 | 型号:thisis型号 | 类型:粗车刀 |
| 材质:陶瓷 | 适用机床:车床 | 标准编号:标准编号6763 |
| 车刀角度:30度 | 是否进口:是 | 是否涂层:涂层 |
| 规格:规格3828 | 加工范围:加工范围5205 | 是否库存:库存 |
| 是否批发:批发 |
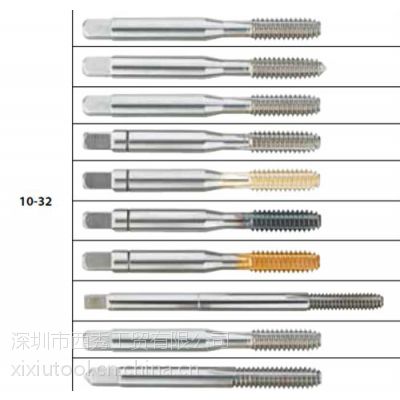
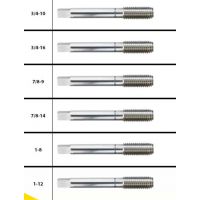
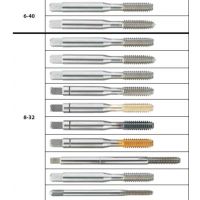
丝锥种类:
1.螺旋槽丝锥螺旋槽丝锥比较适合加工不通孔螺纹(也叫盲孔),加工时切屑向上排出。由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,***螺旋齿的强度,利于延长丝锥寿命。加工有色金属比如铜铝镁锌等螺旋角选的大一点,可在45度左右,切削锋利一些,利于排屑。
2.先端丝锥先端丝锥加工螺纹时切屑向下直接排出,它的芯部尺寸设计比较大,强度较好,可承受较大的切削力。加工有色金属、不锈钢、黑色金属效果都很好,通孔螺纹应优先采用先端丝锥。

丝锥的维护:
1、攻丝时端面孔口要倒角;丝锥要与工件的孔同轴;攻丝开始时应施加轴向压力,使丝锥切入,切入几圈之后就不再需要施加轴向力。
2、当丝锥校准部分进人螺孔后,每正转半圈到一圈就要退回1/4,1/2圈,使切屑碎断后再往下攻;攻下通孔时,要经常退出丝锥进行排屑。
3、在钢类工件上攻丝时要加切削液在铸铁工件上攻丝时,可加少许煤油;用了头攻后,再用二攻、三攻时,必须将丝锥旋入螺孔。
4、套丝时工件端部要倒角,扳牙端面应与工件轴线垂直;套丝开始时要施加轴向压力,转动压力相应的要大一些;当扳牙在工件上切出螺纹时,就不要再加压力。
5、套丝时为使切屑碎断,排出及时,应经常的反转扳牙。6、工件应牢固地固定在夹、卡具上;当丝锥折断时,不要用手去触摸折掉处,用夹錾或样冲剔出,断丝时必须要戴好防护镜。
丝锥螺纹表面粗糙度大丝锥刃磨参数不合适;工件的材料硬度过低;丝锥刃磨质量差、切削液选择不当;攻丝锥螺纹的削速度太高;丝锥磨损大。适当加大丝锥前角,减小切削锥度;进行热处理,适当提高工件硬度;***丝锥前刀面有较低的表面粗糙度值;选择润滑性好的切削液;适当降低切削速度;更换已磨损的丝锥。