| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 类型:多款供选 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号7701 | 是否进口:是 |
| 是否涂层:涂层 | 适用机床:车床 | 铰孔形状:圆柱形 |
| 铰刀精度:D4 | 锥柄号:锥柄号5880 | 锥度值:锥度值2147 |
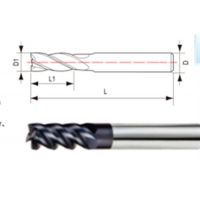
| 基面直径:基面直径9783mm | 全长:全长6705mm | 加工范围:加工范围7446 |
| 是否库存:库存 | 是否批发:批发 |
端铣刀的主要几何角度及作用端铣刀多一个副切削刃,因此除了前角,后角外还有:
①主偏角Kr:主切削刃与已加工表面的夹角。其变化影响主切削刃参加切削的长度,改变切屑的宽度和厚度
②副偏角Krˊ:副切削刃与已加工表面的夹角。作用是减少副切削刃和已加工表面的磨擦,并影响副切削刃对已加工表面的修光作用
③刃倾角λs:主切削刃与基面之间的夹角。主要起到斜刃切割的作用

铣刀结构;
1,整体式刀体和刀齿制成一体。
2,整体焊齿式刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
3,镶齿式刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
4,可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
铣刀切削部分材料的基本要求:
1)高硬度和耐磨性:在常温下,切削部分材料必须具备足够的硬度才能切入工件;具有高的耐磨性,刀具才不磨损,延长使用寿命。
2)好的耐热性:刀具在切削过程中会产生大量的热量,尤其是在切削速度较高时,温度会很高,因此,刀具材料应具备好的耐热性,既在高温下仍能保持较高的硬度,有能继续进行切削的性能,这种具有高温硬度的性质,又称为热硬性或红硬性。
3)高的强度和好的韧性:在切削过程中,刀具要承受很大的冲击力,所以刀具材料要具有较高的强度,否则易断裂和损坏。于铣刀会受到冲击和振动,因此,铣刀材料还应具备好的韧性,才不易崩刃,碎裂。