| 品牌:Mitsubishi/三菱 | 型号:thisis型号 | 材质:陶瓷 |
| 拉刀类型:圆拉刀 | 适用机床:车床 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号4909 | 是否进口:是 |
| 是否涂层:涂层 | 规格:规格1854 | 加工范围:加工范围2188 |
| 是否库存:库存 | 是否批发:批发 |
深孔加工前的准备;
加工前的准备
1、必须根据机床使用说明书熟悉镗床的性能、加工范围和精度,并要熟悉装置的性能及其操作方法。
2、检查各开关、旋钮和手柄是否在正确位置。
3、检查气压是否正常,切削液润滑回路能否正常使用。
4、检查切削液是否充足。

设计深孔加工刀具和深孔加工系统时,应注意的主要问题是:
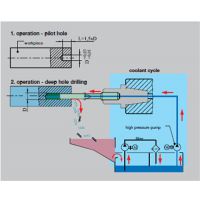
1、冷却不、润滑与排屑:由于深孔加工切削热不易排散、切屑不易排出,因此必须采用强制冷却和强制排屑的措施。目前是采用高压将切削液通过钻杆的外部或内部直接送到切削区,起到冷却、润滑作用后,将切屑由钻杆内部或外部排出,达到强制冷却和排屑的目的。
2、切屑的处理:深孔加工的排屑是十分重要的问题,尤其是小直径深孔及肉排屑套料钻(环孔钻),排屑空间很小,排屑条件更为恶劣。排屑问题从切削过程来看,与分屑、卷屑和断屑三方面密切联系。切屑的宽窄、卷曲的形状、切屑的长短,都直接影响到排屑情况。
深孔钻选择何种切削液?
深孔钻(枪钻)是近年发展起来的深孔加工工艺。传统的深孔加工(也深与孔径之比大于5),需要钻、镗、粗铰、研磨等多道工序才能加工出有较高精度和较低表面粗糙度的孔。新工艺是采用结构特殊的刀具和高压冷却润滑系统,可将上述多道工序简化为一次连续走刀完成相当深度的高精度和低表面粗糙度的孔加工。这种工艺效***,经济效益***。
性能优良的深孔钻切削液是深孔钻加工技术关键之一,深孔钻切削液必须具备下列性能。
良好的冷却作用,消除由于变形及摩擦所产生的热量,抑制屑瘤的生成。
良好的高温润滑性,减少刀刃及支承的摩擦磨损,***刀具在切削区的高温下保持良好的润滑状态。
良好的渗透性,排屑性,使切削液及时渗透到刀刃上,并***切屑能顺利排出,因此,深孔钻切削液要求具有高的极压性和低的粘度。