| 加工定制:是 | 品牌:意法 | 型号:thisis型号 |
| 材质:陶瓷 | 类别:多款供选 | 是否标准件:标准件 |
| 是否进口:是 | 规格(直径*全长):规格(直径*全长)6866 |
设计深孔加工刀具和深孔加工系统时,应注意的主要问题是:
1、冷却不、润滑与排屑:由于深孔加工切削热不易排散、切屑不易排出,因此必须采用强制冷却和强制排屑的措施。目前是采用高压将切削液通过钻杆的外部或内部直接送到切削区,起到冷却、润滑作用后,将切屑由钻杆内部或外部排出,达到强制冷却和排屑的目的。
2、切屑的处理:深孔加工的排屑是十分重要的问题,尤其是小直径深孔及肉排屑套料钻(环孔钻),排屑空间很小,排屑条件更为恶劣。排屑问题从切削过程来看,与分屑、卷屑和断屑三方面密切联系。切屑的宽窄、卷曲的形状、切屑的长短,都直接影响到排屑情况。

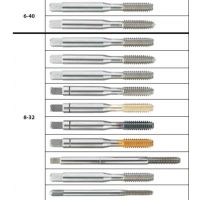
钻尖部分的结构形式
钻尖部分的几何外形,直接影响到枪钻的切削加工性能及被加工孔的精度,HARTNER公司结合自身二十多年制造枪钻的成功经验,优化了以下5种类型的钻尖外圆型式,并结合多种钻尖的不同角度磨削型式供用户选择,确保针对不同的工件材料及要求,总有一款适合您。
G型:通用型,适合加工各种材料,尤其适合加工孔公差范围较小的孔。
C型:标准型,适合加工难加工材料,如高合金钢等。
E型:专用型,适合加工各种材料,尤其适合加工孔公差范围较大的孔。
A型:专用型,适合在难以正确定位的状况下加工各种材料。
D型:专用型,特别适合加工灰铸铁。
深孔切削加工特点;
采用的亚干式切削加工方案主要是利用压缩空气进行排屑和冷却,使用雾化切削液进行润滑,其加工系统主要由内排屑深孔钻床、空气压缩机、雾化器、气液混合喷头等组成,其工作流程为:空气压缩机提供具有一定压力(约0.5~0.6MPa)的空气,在出口处分为两路,其中一路通过雾化器带出一定量的切削液形成汽液混合物,在喷头处与另一路压缩空气相遇,汽液混合物通过喷头时被加速并向进气装置的空腔中喷出,形成高压、高速的雾化切削液,***经过钻杆外壁与孔壁之间的通道被传送到钻头的切削部位,冷却、润滑刀具并将切屑从钻杆内部向后吹出。
由于亚干式深孔加工系统采用雾化切削液润滑、冷却刀具,用压缩空气进行排屑降温,既克服了传统深孔加工中大量循环使用切削液所带来的诸多弊病,大大减少了切削液使用量,又确保了导向块与内孔表面之间、刀具前后刀面与切屑之间的切削液润滑层,同时切削液在雾化状态下吸热充分、润滑均匀,能更好地发挥作用;使用连续的压缩空气排屑既可增大排屑空间(相对于使用高压油),又能迅速将切屑从切削区吹出,缩短了切屑传热时间,并可将部分热量直接带出,降低了切削区温度。