| 加工定制:是 | 品牌:Mitsubishi/三菱 | 型号:thisis型号 |
| 材质:陶瓷 | 类型:多款供选 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号8043 | 是否进口:是 |
| 是否涂层:涂层 | 适用机床:车床 | 铰孔形状:圆柱形 |
| 铰刀精度:D4 | 锥柄号:锥柄号9890 | 锥度值:锥度值5585 |
| 基面直径:基面直径6757mm | 全长:全长1596mm | 加工范围:加工范围3187 |
| 是否库存:库存 | 是否批发:批发 |
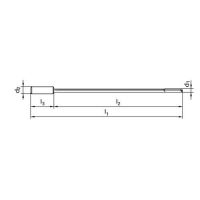
枪钻由钻尖、钻杆和刀柄三部分组成。
1,钻尖
钻尖部分是枪钻的最重要部分,它担负着重要的钻削工作,为了***被加工孔的精度,在它的圆周部分设计有导向块,其在导向孔的引导下一次进刀就可以加工出高精度的孔。钻尖结构形式根据不同的加工条件有多种类型可供选取。钻尖材料则采用钴领公司自身研究开发的高品质DK460UF超细晶粒硬质合金,并涂以TiN、FIRE或MolyGlide涂层,具有非常高的硬度和韧性,***进步了枪钻的钻削性能和使用寿命。
2,钻杆
钻杆通常呈“V”型结构设计,外径略小于钻尖,在***钻杆足够的强度和刚度的条件下,钻杆的冷却液孔和排屑空间尽可能做到,以利于钻尖部分的冷却、润滑和排屑。EB100系列钻杆采用与钻尖一体化硬质合金磨制而成。EB80 、ZB80系列钻杆则采用高等级无缝钢管轧制而成。
3,刀柄
刀柄部分主要用来传递动力。钴领公司可提供十三大类,总共42种规格的标准刀柄供客户选择,并可承接非标刀柄的定制。

深孔钻切削油;
深孔钻切削油就是专门针对深孔加工而研制的特种金属加工油,使用高效极压剂的摩擦改进剂,使被切削表面上形成剪切强度低反应膜,减少切削阻力。深孔加工的特点是散热条件不好,切削油的冷却效果不易发挥,刀具磨损快,钻头易断。为提高冷却效果,提高切削油的渗透性和排屑性,降低发热量,降低刀具支撑部分的摩擦。
枪钻工作原理:
专业的枪钻系统由深孔钻机单刃或双刃的枪钻及高压冷却系统组成(见图1)枪钻柄部被夹持在机床主轴上,,钻头通过导引孔或导套进入工件表面,进入后,钻刃的独特结构起到自导向的作用,***了切削精度这时冷却液通过钻头中间的通道到达切削部位,并将切屑从排屑槽带出工件表面,同时对钻刃进行冷却和对背部的支撑凸台进行润滑,从而获良好的加工表面和加工质量。