| 加工定制:是 | 品牌:鹰牌 | 型号:thisis型号 |
| 材质:陶瓷 | 规格:thisis规格 | 样品或现货:样品 |
| 是否标准件:标准件 | 标准编号:标准编号1830 | 适用机床:车床 |
| 是否进口:是 | 硬度:硬度5311 | 精度:精度6848 |
| 锥度:锥度6470 | 是否库存:库存 | 是否批发:批发 |
1,刃尖撕裂分屑。当内外刃的刃尖角e较小时,可实现内外切削刃的分屑,如单刃外排屑深孔钻(枪钻)。但这种分屑方法不太可靠,由于切削路程长,刃口磨损而变钝,使得刀刃的分割切屑作用减弱,此时切屑已不象开始哪样的分屑状态,而是在垂直于刀口的平面内卷曲,同时产生一定的侧向变形。
2,轴向阶梯分屑。利用刀刃在轴向互相错开不同深度进行分屑,只要c值大于进给量F,其分屑是可靠的。根据经验,取c为4~5倍的进给量,钻孔时取c=1~1.5mm,套料时取c=1.6~2mm.同时在钻头的外缘部分c值可取小些,而靠近钻心部分c值取大些,因为在钻心部分切削速度小,切屑变形较大,切屑厚度增大,不易分屑。

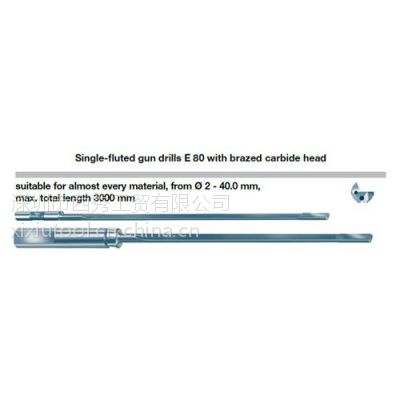
枪钻刀头:
刀身采用航天工业专用合金钢材并经热处理制成,刀身有110~165°的V型槽,高压切削冷却液经驱动柄刀身油孔到达刃部后从此V型槽排出孔外,并将切屑带走,为***切削的直线度和同轴度,刀身必须有足够的强度以便在较小的扭转变形下提供切削所需的扭矩,同时刀身也必须有足够的韧性,这样才能吸收刀身高速旋转产生的震动。
单刃深孔钻;
单刃钻工艺可以达到很高的孔径公差,很好的孔表面质量以及微小的摆差;这是的深孔钻在精密加工领域也拥有它自己的价值。在实际应用中,单刃钻可以通过一次加工代替先钻后铰的工艺,而且具有很强的工艺可靠性。由于单刃钻的高精度和强钻削能力,它也同样适用于浅孔或中等长度孔的加工。这增加了它的应用范围。单刃钻只由1个切削刃,当钻孔时,必有钻套来导向;但它不是仅仅用于深孔钻专机,在其他传统机床也可以使用,例如加工中心和数控车床。冷却液通过单刃钻的中孔从机床传输到加工区域。冷却液除了能冷却和润滑刀头外,还起着把铁屑从被加工孔中冲刷出去的作用。HARTNER单刃钻的直径可以在0.6mm到50mm间任意选择(公称直径精度可达0.001mm),总长度可达6000mm。在检查过被加工材料,所用机床及具体加工情况后,我们可以对您的刀具进行改进和优化。我们会根据实际情况建议您采用不同的枪钻,如标准枪钻,扩孔钻,阶梯钻,成型钻,涂层/非涂层枪钻,PCD枪钻等。通过***的设计理念和***的制造工业,我们可以把您对刀具的不同要求转变为现实。刀头和刀杆会合一个恰当的刀柄焊接在一起以便于您的机床连接。